Корзина
ОформитьАлмазные карандаши. Виды, описание, характеристики
Для восстановления геометрической формы абразивных и шлифовальных кругов используют следующие виды правки:
- обтачивание;

- обкатка;
- шлифовка;
- тангенциальное точение.
Одним из способов восстановления изначальной геометрической формы и абразивных свойств наждачного круга является метод обтачивания. Суть метода – в воздействии на вращающийся круг инструментом с более твердой рабочей частью, алмазом. Такими инструментами являются алмазные шарошки, иглы и карандаши. Последний, карандаш алмазный для правки кругов, является одним из наиболее простых и эффективных решений.
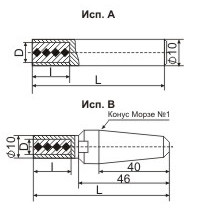
Перечень видов и типов производимых инструментов для правки кругов регламентируется государственным стандартом. Карандаш алмазный ГОСТ 607–80 представляет собой цилиндр длиной от 40 мм до 80 мм и диаметром от 8 мм до 10 мм, изготовленный из качественной, инструментальной стали
Основным отличием, по которому происходит классификация, является расположение кристаллов на рабочей поверхности.
- Расположение в цепочку, друг за другом (Ц).
- Расположение слоями (С). В данном случае слои могут пересекаться друг с другом или не перекрывать.
- Неориентированное расположение (Н), хаотичное.
Для закрепления кристаллов между собой и в определенном порядке используется специальный материал, который обладает идентичным тепловым расширением, равным алмазам. Это позволяет исключить дополнительную деформацию камней.
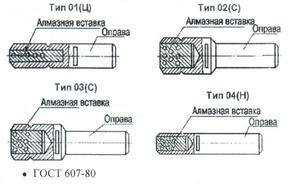
Тип 1 (Ц)
Для каждого типа карандаша используются алмазы различного размера. Тип Ц содержит камни высокого качества массой от 0,03 до 0,5 каратов. Они используются для бесцентрового фасонного шлифования, а также внутренней и круглой обработки.
Расположение в цепочку Такое расположение алмазов характерно при использовании кристаллов природного происхождения. Применяются при выравнивании поверхности кругов средней твердости.
|
Обозначение |
Исп. |
Основные размеры, мм |
Весовая группа алмазов, карат |
Общая масса алмазов, карат |
||
|
D |
L |
l |
||||
|
3908-0051 |
А |
6 |
55 |
33 |
0,03 - 0,05 |
0,5 |
|
3908-0052 |
45 |
23 |
0,05 - 0,10 |
|||
|
3908-0053 |
12; 14 |
0,10 - 0,20 |
||||
|
3908-0054 |
8 |
10; 16; 19 |
0,20 - 0,50 |
1,0 |
||
|
3908-0055 |
— |
0,31 - 0,50 |
0,31 - 0,50 |
|||
|
3908-0070 |
B |
6 |
70 |
22 |
0,05 - 0,10 |
0,5 |
|
3908-0071 |
60 |
14 |
0,10 - 0,20 |
|||
|
3908-0072 |
8 |
18 |
0,20 - 0,50 |
1,0 |
||
|
3908-0073 |
65 |
0,31 - 0,50 |
0,31 - 0,50 |
|||
Тип 2 (С)
Карандаш тип С выпускается в двух вариантах – с мелкими кристаллами и с крупными камнями при малозернистом расположении. В первом случае содержится до 10 мелких алмазных зерен в одном слое. Малозернистые карандаши С содержат от 2 до 5 камней в слое массой 0,1 – 0,2 карата. Такой инструмент, благодаря повышенной износостойкости, применяется для правки в процессе чистого шлифования.
Слоями располагают природные и искусственные алмазы. Карандашами из правят высокотвердые круги, поэтому используются природные кристаллы. Карандашами -0086,-0087,-0088 правят круги, имеющие диаметр до 600 мм и умеренной твердости, поэтому применяются искусственные кристаллы.
|
Обозначение |
Исп. |
D, мм |
Весовая группа алмазов, карат |
Зернистость алмазного порошка, мкм |
Общая масса алмазов, карат |
|
3908-0074 |
B |
10 |
0,05 - 0,10 |
— |
1,0 |
|
3908-0075 |
0,10 - 0,20 |
||||
|
3908-0076 |
12 |
0.05 - 0,10 |
|||
|
3908-0077 |
0,10 - 0,20 |
||||
|
3908-0081 |
C |
— |
60—40 шт./кар |
||
|
3908-0082 |
0,05 - 0,10 |
||||
|
3908-0083 |
0,10 - 0,20 |
||||
|
3908-0084 |
2,0 |
||||
|
3908-0086 |
— |
1250/1000* |
1,0 |
||
|
3908-0087 |
1600/1250* |
||||
|
3908-0088 |
2000/1600* |
||||
|
ИА 55 |
Сито 0,7 |
— |
|||
|
* — из синтетических поликристаллических алмазов |
|||||
Тип 4 (Н)
Алмазные карандаши с не ориентированным размещением кристаллов (тип Н) производятся из камней различного качества. Они применяются для работы с абразивом обладающим мелкозернистой структурой при бесцентровом и круглом шлифовании.
Такое расположение позволяет получить на шлифовальных кругах идеальную плоскость, благодаря которой обеспечивается высший класс чистоты.
Неориентированное расположение позволяет использовать камни мелкого размера, который составляет от 63 до 1 тыс. мкм.
|
Обозначение |
Исп. |
Основные размеры, мм |
Весовая группа алмазов, карат |
Общая масса алмазов, карат |
||
|
D |
L |
l |
||||
|
3908-0057 |
A |
4 |
7 |
6 |
125/100 |
0,5 |
|
3908-0058 |
200/160 |
|||||
|
3908-0059 |
6 |
6,5 |
8 |
63/50 |
1,0 |
|
|
3908-0060 |
100/80 |
|||||
|
3908-0061 |
125/100 |
|||||
|
3908-0062 |
200/160 |
|||||
|
3908-0063 |
315/250 |
|||||
|
3908-0064 |
400/315 |
|||||
|
3908-0065 |
8 |
10 |
500/400 |
|||
|
3908-0066 |
630/500 |
|||||
|
3908-0067 |
800/630 |
|||||
|
3908-0068 |
1000/800* |
|||||
|
3908-0069 |
15 |
2,0 |
||||
|
3908-0078 |
B |
— |
500/400 |
2,0 |
||
|
3908-0079 |
630/500 |
|||||
|
3908-0080 |
800/630 |
|||||
|
3908-0091 |
C |
1000/800* |
2,5 |
|||
|
3908-0092 |
||||||
|
3908-0093 |
1250/1000* |
2,0 |
||||
|
* — из синтетических поликристаллических алмазов |
||||||
Алмазный карандаш для правки абразивных кругов отличается высокой устойчивостью к истиранию, обеспечивает постоянство профиля круга, а технологический процесс достаточно прост. Для его проведения не требует никаких дополнительных приспособлений и усилий. Алмазным карандашом можно править не только наружную сторону кругов, но и внутреннюю. Чтобы максимально использовать рабочую поверхность карандаша его устанавливают на подручник или в приспособление, наклоняя по пути вращения под углом 10° — 15°. Из-за чего режущая кромка будет находиться ниже оси центров на 2 мм.
При работе мелкая стружка и частицы зерен материала круга заполняют поры, после чего поверхность становится вязкой. Удаление такого слоя с поверхности обеспечивает правящий инструмент, восстанавливая обрабатывающие характеристики. Алмазный карандаш для правки шлифовальных кругов используется и для новых кругов. Производитель гарантирует целостность и безопасность абразивного инструмента, но в большинстве случаев новые изделия имеют биение. Проверить данный факт можно просто. Во время вращения, медленно подводя к поверхности мелок или маркер, он будет оставлять на ней след. Это говорит об избытке материала, который требуется удалить.
Использовать алмазный карандаш, цена которого зависит от типа кристалла и его веса, выгоднее, чем каждый раз прибегать к замене круга. Стоимость «правила» достаточно высока, но она гораздо ниже, чем сумма, потраченная на регулярную замену абразивного инструмента.
Рекомендуемые статьи

Алмазный и эльборовый инструмент от А до Я
Алмазный и эльборовый инструмент от А до Я: инструкция по выбору и применению
Подробнее..







Официальный интернет магазин компании ПМ техно в Москве. Продажа станков, инструмента, оснастки по всей России. © 2025